可以设置对接焊缝或角焊缝,沿全边长焊接、部分焊接或断续焊接。对接焊缝假定与被焊构件具有相同强度,不进行校核。对于角焊缝,焊缝单元插入连接各板件的插值连杆之间。焊缝单元具有指定的弹塑性材料图,用于沿焊缝长度重新分配应力,使长焊缝、多方向焊缝或焊接至未加劲翼缘的承载力与手算结果相近。应力最大的焊缝单元为焊缝校核的控制单元。
焊缝中应力最大的角焊缝单元按 SP 16 第 14.1 条进行校核。根据 SP 16 第 14.1.16 条,焊缝计算长度应减少 10 mm。
焊缝金属校核:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
母材校核:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
其中:
- N – 作用于焊缝单元的力
- βf – 焊缝金属系数,取自 SP 16 表 39;该系数由规范设置中的焊接类型和焊接位置(焊接材料设置)确定
- βz – 母材系数,取自 SP 16 表 39;该系数由规范设置中的焊接类型和焊接位置(焊接材料设置)确定
- kf – 焊脚尺寸,角焊缝焊脚比取 1:1
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – 计算焊缝单元长度
- lw = l – 10 mm – 计算焊缝长度
- l – 实际焊缝长度
- le – 实际焊缝单元长度
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – 焊缝金属极限强度 – SP 16 表 4
- Rwz = 0.45 Run – 母材极限强度 – SP 16 表 4
- γc – 工作条件系数 – SP 16 表 1,可在规范设置中编辑
- Rwun – 角焊缝金属标准强度,取自 SP 16 表 D2
- γwm – 焊缝金属分项安全系数,当 Rwun ≤ 490 MPa 时 γwm = 1.25,否则 γwm = 1.35 – SP 16 表 4
- Run – 被连接钢材的标准强度
| 焊接材料 | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |

可在规范设置中选择焊接电极和焊接类型时设置焊接位置的重力类型。
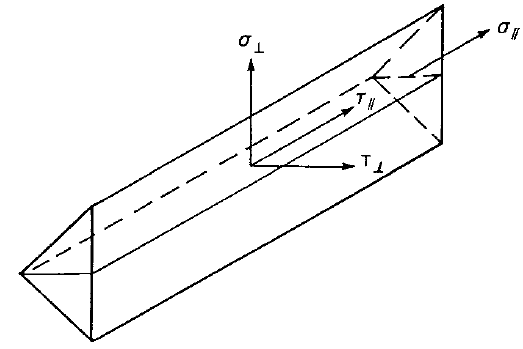
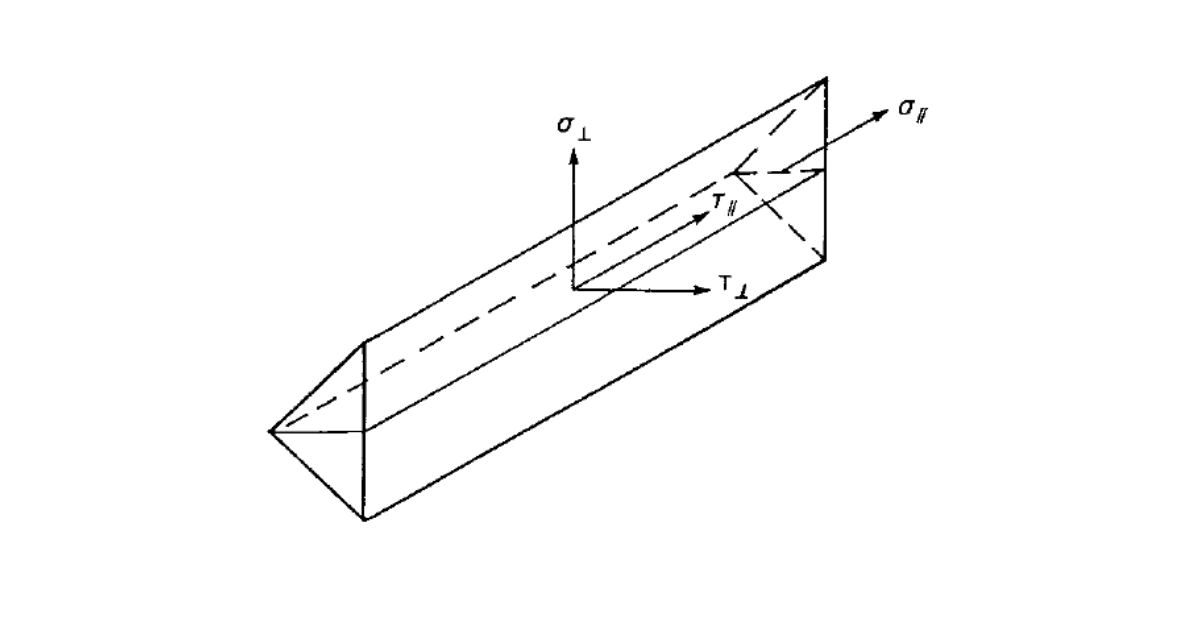
焊缝图按以下公式显示应力:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]