
Base de datos de conocimientos
Verificación normativa de soldaduras según el Código de Hong Kong
Las soldaduras se diseñan según el Art. 9.2 – Método simplificado.
Soldaduras a tope
Se esperan soldaduras a tope de penetración completa y su resistencia se considera igual a la del metal base – Art. 9.2.5.2.1.
Soldaduras en ángulo
Las soldaduras en ángulo se diseñan mediante el método simplificado según el Art. 9.2.5.1.6.
\[ f_w \le p_w \]
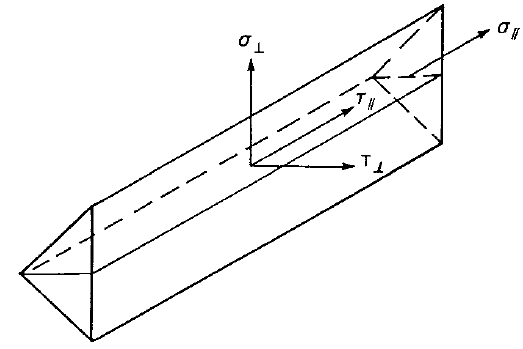
- \(f_w = \sqrt{\sigma_\perp ^2 + \tau_\perp ^2 + \tau_\parallel ^2}\) – suma vectorial de tensiones en la garganta de la soldadura en todas las direcciones
- \(p_w\) – resistencia de cálculo de la soldadura en ángulo determinada según las Tablas 9.2a y 9.2b; para casos no cubiertos por las Tablas 9.2a y 9.2b:
- \(p_w = \min \{0.5 U_e, 0.55 U_s\}\) – para electrodo EN utilizado con acero EN
- \(p_w = 0.38 \min \{U_e, U_s\}\) – para otros casos
- \(U_e\) – resistencia mínima a tracción del electrodo
- \(U_s\) – resistencia mínima a tracción
La longitud eficaz de la soldadura en ángulo se reduce en \(2\cdot s\) según el Art. 9.2.5.1.3, donde \(s\) es el tamaño del cateto de la soldadura en ángulo asumido igual a \(a\cdot \sqrt{2}\).
| Electrodo | |||
| Grado de acero | 35 | 42 | 50 |
| S 275 | 220 | 220 | 220 |
| S 355 | 220 | 250 | 250 |
| S 460 | 220 | 250 | 280 |
| Grado de acero | Electrodo | Resistencia de cálculo |
| Q235 | E43 | 160 |
| Q345 | E50 | 200 |
| Q390, Q420 | E55 | 220 |
Tablas 9.2a y 9.2b: Resistencias de cálculo \(p_w\) [MPa]
| Electrodo de soldadura | Resistencia mínima a tracción \(U_e\) [MPa] |
| 35 | 440 |
| 42 | 500 |
| 50 | 560 |
| E43 | 421.1 |
| E50 | 526.3 |
| E55 | 578.9 |
Resistencia mínima a tracción por defecto del electrodo \(U_e\) [MPa]
Los diagramas de soldadura muestran la tensión según la siguiente fórmula:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]